本内容较多,将分多次进行分享,更多内容复合材料前沿公众号!
铺层工艺(典型的层压湿铺层)
铺层技术
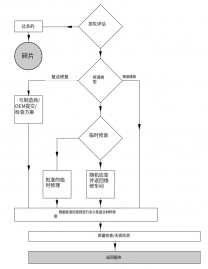
解读SRM并确定正确的修复材料,修复所需的层数和层方向。干燥零件,去除损坏的部分,用锥度砂打磨损坏区域的边缘。用一块薄塑料,从损坏的地方画出每个修补层的大小。用踪迹纸标注每层的铺层方向。将修补厚度信息复制到一块修补材料上,使其足够大,可以切割所有层。用树脂浸渍修复材料,在织物上放一块透明的脱模膜,剪切层,把层堆在损坏的地方。这些层通常使用最小的铺层优先锥形铺层顺序,但另一种方法是使用最大的铺层优先铺层顺序。在这个顺序中,第一层加强织物完全覆盖工作区域,随后依次是更小的层,然后用额外的外层或两层延伸到补丁和声音层压板上一段距离完成。两种方法如图46和图47所示

图46:修复铺层工艺

图47:不同的铺层(方法)技术
溢出(渗透)技术
使用真空袋技术的传统溢出技术将穿孔释放膜和通气/溢出层放置在修复的顶部。释放膜上的孔允许空气通气和树脂排出整个修复区域。溢出的树脂量取决于穿孔释放膜上的孔的大小和数量,溢出/通气布的厚度,树脂粘度和温度,以及真空压力。
控制溢出允许有限数量的树脂在渗透层中放流。将一块穿孔脱模膜放在预浸料材料的上面,在穿孔脱模膜的上面放一层放膜,在放膜的上面放一层固态放膜。使用透气层和真空袋压缩修补。通气层让空气逸出。溢出模只能吸收有限的树脂,溢出模的树脂量可以通过使用多个溢出模层来控制。过多的溢出层会导致树脂缺乏修复。经常查阅维护手册或制造商技术表,以了解正确的套袋和溢出技术。
无渗透
树脂含量为32-35%的预浸料系统是典型的无渗透系统。这些预浸料所含的树脂量恰好与固化层压板所需的相同;因此,不需要树脂溢出。这些预浸料的溢出导致树脂修复不足或部分匮乏。今天使用的许多高强度预浸料都是无渗透系统。不使用溢出模,树脂被密封,所以没有溢出。参考维护手册,确定是否需要进行修复的溢出层。一张固态脱模膜(无孔)被放置在预浸料的顶部,并用溢出胶布在边缘粘住。在胶带的边缘开了一个小口,这样空气就能逸出。安装通气层和真空袋以压缩预浸料层。空气可以在修复的边缘逸出,但没有树脂会流出。
如图48所示,水平(或边缘)溢出用于小型室温湿铺层修补。在修补处或部分(边缘通气层)周围放置一条2英寸长的溢出布。不需要放膜,因为在修补的顶部没有溢出布。用树脂浸渍零件,并将真空袋置于修补处。一个真空应用和一个刮刀是用来清除空气和多余的树脂到边缘溢出。

图48:凸凹轮廓零件的真空层压
水平铺层曲率锁定
为了尽量减少树脂固化过程中产生的残余热应力,设计对称的或平衡的层压板总是好的做法。平衡层压板示例,如图49所示。第一个例子使用单向胶带,而例子2和3是典型的准各向同性层合板由编织布制成。

图49:均衡层压板示例
如图50,给出了不对称层合板造成影响的例子。由于层压板从固化温度降至室温时产生的热应力,这些影响在层压板在高压釜或烘箱中高温固化时最为明显。由于热应力小得多,在室温下使用典型湿铺层固化的层合板不会表现出相同程度的变形。

图50:不对称层合板造成的影响实例
复合材料的强度和刚度取决于铺层方向。碳环氧树脂的强度和刚度的实际范围从低到高由玻璃纤维提供的数值,到由钛提供的高数值。这个值的范围是由层对施加的负载的方向决定的。由于强度设计要求是施加荷载方向的函数,所以铺层方向和铺层顺序必须正确。在维修过程中,用相同材料和方向的胶层或经批准的替代品替换每一层损坏的胶层是至关重要的。
弯曲是指织物的纵向纤维。由于纤维的直线度,经线是高强度的方向。曲率用于在图表、规格表或制造商的表上描述纤维的方向。如果织物上没有曲率,当织物从卷上下来时,曲率方向默认为零。因此,90°到零是穿过织物的宽度。90°到零也称为填充方向。
混合树脂
环氧树脂,像所有多组分材料一样,必须充分混合。一些树脂系统添加了染料,以帮助观察材料混合的好坏。由于许多树脂系统没有染料,所以必须缓慢而充分地混合树脂三分钟。如果树脂混合太快,空气就会进入混合物中。如果树脂体系没有充分混合,树脂可能无法正确固化。一定要轻触搅拌杯的边缘和底部,以确保所有的树脂混合正确。
不要混合大量的快速固化树脂。这些类型的树脂混合后会产生热量。当树脂过热时,烟雾会灼伤或毒害你。只混合所需的量的材料。如果需要的物料多于最大批量,则需混合多个批次。
饱和技术
湿铺修补时,用树脂浸渍织物。在织物上涂适量的树脂是很重要的。树脂过多或过少都会影响修复的强度。空气被存入树脂或没有从织物中去除也会降低修复强度。
织物浸渍用刷子或橡皮刮
传统的浸渍方式是用刷子或橡皮刮。技术人员将模具脱模剂或脱模膜放置在包膜板上,这样胶层就不会粘在包膜板上。将一张布放在纸板上,在布的中间涂上树脂。用刷子或清洁刷彻底湿润织物。添加更多层的织物和树脂,重复这个过程,直到所有层都浸渍。一个真空袋将被用来巩固层和排出多余的树脂和挥发物。大多数湿铺层工艺在室温下固化,但额外的热量,高达150°F(65.56℃),用于加速固化过程。如图51所示

图51:用刷子或橡皮刮浸渍织物:a)湿铺料;B)织物放置;C)织物浸渍;D)清洁刷用来充分刮匀湿润织物
用真空袋浸渍织物
真空辅助浸渍法是用来浸渍修补织物与两部分树脂,同时封闭在真空袋。这种方法适用于紧密针织织物,当树脂与纤维的比例接近最佳时。与刮刀浸渍相比,该工艺降低了织物内的滞留空气水平,为完成浸渍过程提供了更可控和包容的配置。
真空辅助浸渍包括以下步骤:
1.在桌子表面用来浸渍材料的区域周围放置真空袋密封胶带。该区域应该比要浸渍的材料至少大4英寸。
2.在真空袋封口胶带旁边放一块边透气布。边缘通气阀应该是1-2英寸宽。
3.在桌子上放一块固体分离膜。薄片应该比要浸渍的材料大2英寸。
4.称一下织物的重量,找出浸渍材料所需的树脂混合量。
5.把织物铺在分离膜上。
6.在织物和边缘通气阀之间放一块透气材料,以提供一个空气路径。
7.把树脂倒在织物上。树脂应该在织物的中心区域形成一个连续的池。
8.把真空探头放在边缘通气阀上。
9.在布料上再铺上一层坚实的薄膜。这片胶膜的大小应该与第一片相同或更大。
10.将真空袋放置密封,并对真空袋进行真空处理。
11.让空气从织物中排出2分钟。
12.用橡皮刮把树脂刮到织物上。慢慢地将树脂从中心扫到织物边缘。树脂应该均匀地分布在整个织物上。
13.取下织物,剪下修补层。
真空袋技术
真空袋成型是在空间中抽真空产生的压力下固化铺层的过程在铺层和柔性薄板之间放置,并在边缘密封。在真空袋成型过程中,层料一般采用预浸料或湿铺料的手工铺料方式放置在模具中。高流量树脂优先用于真空袋成型。
单边真空装袋
如果修补部分足够大,可以在修补的一侧放置一个真空袋,这是首选的方法。真空袋用粘性胶带粘在适当的地方,并通过袋放置一个真空端口来产生真空。
封套包装
封套包装是将待修理零件完全封闭在真空袋中或将真空袋装在零件的末端以获得适当密封的一种工艺。它经常用于可拆卸的飞机零件,如飞行控制,罩板等,当零件的几何形状或修理位置使正确的真空袋装和密封区域在真空中非常困难时。在某些情况下,零件可能太小,不允许安装单边袋真空。其他时候,修理位于一个大部件的末端,必须有一个真空袋包裹在末端,并一直密封。如图52所示

图52:封套包修补
交替施压应用
收缩带
另一种方法的压力应用的烤箱固化是使用收缩包装或收缩胶带。这种方法通常用于已经被纤维缠绕的部件,因为一些相同的应用规则适用。胶带包裹在已完成的铺设上,通常只有一层释放材料之间的胶带和铺层。加热到胶带上,通常用热风枪使胶带收缩,这个过程可以对铺层施加巨大的压力。收缩后,把零件放在烤箱中固化。使用收缩胶带可以以低廉的价格制造高品质部件。
c形夹
零部件也可以用夹子压在一起。这种技术用于蜂窝板的实心层压边缘。卡箍(例如c型卡箍和弹簧卡箍)用于将部件的边缘或修复细节压在一起。总是使用带压力分配垫的夹子,因为如果夹紧力太高,可能会损坏零件。弹簧夹可用于固化过程中树脂溢出的应用,需要定期重新拧紧c型夹。
霰弹袋和砝码
霰弹袋和砝码也可以用来提供压力,但由于施加的压力水平低,它们的使用受到局限。
未完待续
原文标题 : 先进复合材料讲义(七):铺层工艺介绍